Haberler
Ev / Haberler / Sektör haberleri / Her ikisi de aynı tavlama işlemini kullanıyor: Neden yurt içinde üretilen bakır boruların sünekliği %30 daha düşük ve üst düzey siparişler neden tamamen ithal ekipmanlara dayanıyor?

“Aynı şeyle bile bakır boru Tavlama işleminde yerli ekipmanlarla işlenen ürünlerin çekme mukavemeti sürekli tutarsız olup, toklukları ithal ekipmanlarla işlenenlere göre %30 daha kötüdür. Yarı iletkenler ve yeni enerji araçlarına yönelik üst düzey siparişleri kabul edemiyoruz.” Jiangsu'daki bir hassas bakır boru şirketinde üretim sorumlusu olan Zhang, atölyedeki iki tavlama fırınına dikkat çekerek sektördeki bir sıkıntı noktasına dikkat çekti. Bakır boru üretiminde temel bir işlem sonrası adım olan tavlama işlemi, tokluk, sertlik ve termal iletkenlik gibi temel performans özelliklerini doğrudan belirler. Basit bir "ısıtma-soğutma" işlemi gibi görünen şey, aslında yüksek kaliteli bakır boruların seri üretiminin anahtarını taşıyor. Şu vea, Çin'deki çoğu küçük ve orta ölçekli bakır boru üreticisi hala geleneksel tavlama ekipmanına ve ampirik işlemlere güveniyor ve bu da yetersiz ürün performansı istikrarına neden oluyor; Ancak birkaç üst düzey üretici, ithal hassas tavlama ekipmanı ve dijital sıcaklık kontrol teknolojisini kullanarak üst düzey sipariş pazarını sağlam bir şekilde güvence altına aldı. Tavlama işlemindeki ince farklılıklar nedeniyle aynı bakır boru hammaddeleri, çok farklı ürün rekabet gücüne yol açar. Bu " detay süreci Çoğu şirketin göz ardı ettiği "" ifadesi, Çin bakır boru endüstrisinin üst düzey pazara doğru ilerlemesini engelleyen görünmez bir engel haline geliyor.
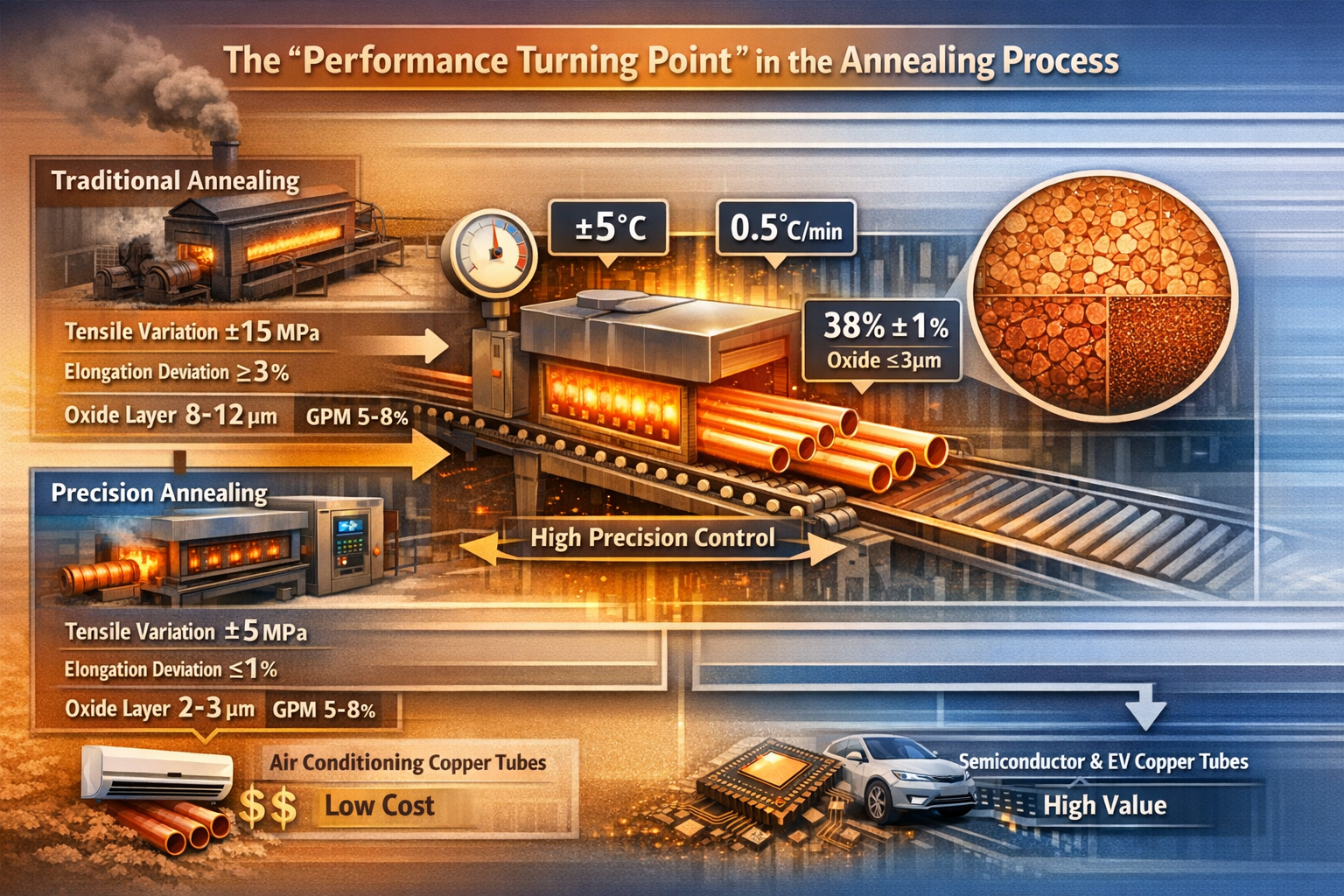
Tavlama işleminin özünde şunlar yatmaktadır: hassas kontrol the ısıtma sıcaklığı , bekletme süresi ve soğutma hızı bakır boruların haddelenmesi ve çekilmesi sırasında oluşan iç gerilimleri ortadan kaldırmak ve metalin mikro yapısını ayarlamak, böylece ürünün mekanik özelliklerini ve işleme performansını optimize etmek. Proses mantığı basit görünse de parametre kontrolünde son derece yüksek hassasiyet gerektirir; ±5°C'yi aşan bir sıcaklık sapması veya 0,5°C/dakikalık bir soğutma hızı dalgalanması, bakır boruların performansında önemli farklılıklara yol açabilir. Çin Demir Dışı Metal İşleme Endüstrisi Birliği'nin test verilerine göre, geleneksel tavlama işlemleri kullanılarak üretilen bakır borular, ±15MPa'ya kadar çekme mukavemeti değişimleri, %3'ü aşan uzama sapmaları ve genel olarak 8-12μm arasında değişen yüzey oksit tabakası kalınlıkları sergiliyor; hassas tavlama işlemleri kullanılarak üretilen bakır borular, ±5MPa dahilinde kontrol edilen çekme mukavemeti değişimlerine, ≤%1 uzama sapmalarına ve yalnızca 2-3μm yüzey oksit tabakası kalınlıklarına sahip olup, üst düzey uygulamalarda performans stabilitesi için sıkı gereklilikleri tam olarak karşılar.
(Bu görüntü AI tarafından oluşturuldu.)
Uygulama senaryoları açısından bakıldığında tavlama prosesi detaylarındaki farklılıklar ürünün pazar segmentini doğrudan belirlemektedir. Klimalara yönelik geleneksel bakır boruların tavlama hassasiyeti açısından gereksinimleri daha düşüktür ve geleneksel işlemler talebi karşılayabilir; bu ürünlerin brüt kar marjı yalnızca %5-%8 arasındadır. Bununla birlikte, yarı iletkenler için ultra ince bakır borular ve yeni enerji araçlarında termal yönetim için ince duvarlı bakır borular, tavlanmış ürünlerin yalnızca dayanıklılık ve termal iletkenlik stveartlarını karşılamasını değil, aynı zamanda performansta son derece yüksek tutarlılığı da gerektirir. Yalnızca hassas tavlama işlemleri seri üretime ulaşabilir ve bu ürünlerin brüt kar marjı %25-%40 olabilir. Bir yarı iletken ekipman üreticisinin satın alma standartları, tavlama sonrasında eşleşen bakır boruların uzamasının %38±%1 oranında stabil olması gerektiğini ve oksit tabakası kalınlığının 3μm'yi geçmemesi gerektiğini göstermektedir. İthal tavlama ekipmanı kullanan yalnızca birkaç yerli şirket bu standardı karşılayabilirken, geleneksel süreçlere güvenen çoğu şirket üst düzey siparişleri kaçırıyor.
Pratik iş perspektifinden bakıldığında tavlama süreçlerindeki farklılıklar üretim maliyetlerine ve verimliliğe de yansır. Geleneksel tavlama fırınları sıklıkla kullanılır kömür veya yağ ısıtma , sıcaklık kontrolü esas olarak manuel ayarlamaya dayanır. Bu sadece yüksek enerji tüketimine (bakır boru tonu başına yaklaşık 1200 kWh) yol açmakla kalmaz, aynı zamanda dengesiz ısıtma and şiddetli oksidasyon . Daha sonra asitle temizleme ve cilalama işlemlerinin gerekli olması, işleme maliyetlerini ve çevresel yükü artırır. Hassas tavlama fırınları Öte yandan elektrikli ısıtma ve akıllı sıcaklık kontrol sistemlerini kullanarak sıcaklığın, bekletme süresinin ve soğutma hızının hassas dijital kontrolünü sağlar. Ton bakır boru başına enerji tüketimi 600 kWh'nin altına düşer ve oksit tabakası ince olduğundan ek işlem ihtiyacını ortadan kaldırır. İlk ekipman yatırımı daha yüksek olmasına rağmen, uzun vadeli toplam maliyet daha düşüktür ve üretim verimliliği %30'dan fazla artar.
| Süreç türü | Çekirdek ekipman | Sıcaklık kontrol doğruluğu | Ürün performans göstergeleri | Uygulanabilir senaryolar | Toplam maliyet (yuan/ton) |
| Geleneksel tavlama işlemi | Yerli üretim kömür yakıtlı/petrol yakıtlı tavlama fırını, sıcaklığı manuel olarak kontrol edilir. | ±8-10°C | Çekme mukavemeti ±15 MPa dalgalanır, uzama sapması %3-%5'tir ve oksit tabakası 8-12 μm kalınlığındadır. | Standart klima bakır boruları, bina bakır boruları | 800-1000 |
| Hassas tavlama işlemi | Dijital sıcaklık kontrol sistemli ithal elektrikli ısıtma tavlama fırını. | ±1-3°C | Çekme mukavemeti ±5 MPa kadar dalgalanır, uzama sapması ≤%1'dir ve oksit tabakası 2-3 μm kalınlığındadır. | Yarı iletken bakır boru, yeni enerji araçları için bakır boru, tıbbi cihazlar için bakır boru | 500-600 |
Tablo 1: Temel parametrelerin karşılaştırılması ve iki tavlama işleminin uygulamaları
"Sıcaklık kontrolü doğruluğu"nda yalnızca ince bir fark gibi görünen şey aslında üç temel alandaki yeteneklerdeki eşitsizliği yansıtıyor: ekipman teknolojisi , işletme prosedürleri ve süreç optimizasyonu . Atölyelerde yapılan derinlemesine incelemeler, tavlama süreçlerinde yerli firmalar arasındaki farkların sadece ekipman kalitesinden değil, daha da önemlisi süreç detaylarını kontrol etme ve optimize etme yeteneklerinden kaynaklandığını ortaya çıkardı. Bu üç temel sorun toplu olarak ürün performansında farklılıklara yol açmaktadır.
Hassas tavlama fırınlarının temel teknolojisi uzun süredir Alman ve Japon şirketlerinin tekelindedir. Yerli ekipman üreticileri tav fırınları üretebilse de, bu konuda ciddi boşluklar var. ısıtma homojenliği , sıcaklık kontrol sistemi kararlılığı ve soğutma hızı adjustment accuracy . İthal hassas tavlama fırınları, kızılötesi sıcaklık ölçümü ve AI sıcaklık kontrol algoritmalarıyla birleştirilmiş çok bölgeli bağımsız ısıtma modüllerini kullanarak bakır borunun çeşitli parçalarının sıcaklığının gerçek zamanlı izlenmesine ve ısıtma gücünün hassas şekilde ayarlanmasına olanak tanıyarak ±1°C sıcaklık kontrol doğruluğu elde edilmesini sağlar. Buna karşılık, geleneksel ev tipi tavlama fırınları çoğunlukla tek bölgeli ısıtmayı kullanır ve sıcaklık ölçümü için öncelikle termokupllara dayanır, bu da ölçüm gecikmesi ve büyük hatalardan muzdariptir. Sıcaklık kontrol doğrulukları yalnızca ±8°C veya daha yükseğe ulaşabiliyor ve ileri teknoloji ürünlerin gereksinimlerini karşılayamıyor.
Daha da önemlisi ithal ekipmanlara eşlik eden dijital sistem, tavlama prosesi parametrelerinin saklanmasına, izlenebilirliğine ve optimizasyonuna olanak tanıyor. Farklı özelliklerdeki ve malzemelerdeki bakır borular için en uygun proses planını otomatik olarak seçebilir. Buna karşılık, yurt içinde üretilen ekipmanların çoğu dijital yeteneklerden yoksundur ve süreç parametreleri tamamen vasıflı çalışanların deneyimine dayanmaktadır, bu da farklı ürün gruplarının performansında tutarlılığın zayıf olmasına neden olmaktadır. Mühendis Zhang, "Aynı spesifikasyona sahip bakır borular için tavlama sonrası süneklik operatöre bağlı olarak değişir. Yüksek kaliteli siparişlerin seri üretimini riske atamazdık" dedi. Şirketin hassas tavlama prosesinde ince ayar yapmak için yurt içinde üretilen ekipmanı kullanmaya çalıştığını ancak üç ay sonra hala müşteri gereksinimlerini tutarlı bir şekilde karşılayamadıklarını ekledi. Sonuçta tavlama fırını ithal etmek için 8 milyon yuan'dan fazla harcamak zorunda kaldılar.
Tavlama işleminin hassas kontrolü standartlaştırılmış çalışma prosedürlerine dayanır ancak Çin'deki çoğu küçük ve orta ölçekli bakır boru üreticisi, sistematik çalışma standartları ve eğitim sistemlerinden yoksun olduğundan hâlâ deneyime dayalı üretime güveniyor. Örneğin, bakır boruların fırındaki yoğunluğu ve yerleştirme açısı, ısıtma tekdüzeliğini etkiler, ancak çoğu şirket, yerleştirme için tamamen işçilerin deneyimine dayanan net yükleme standartlarına sahip değildir; Bekletme süresinin ayarlanması, hassas hesaplamalar ve ölçümler yerine, işçilerin bakır boru kalınlığı ve malzemesi hakkındaki subjektif değerlendirmelerine dayanmaktadır ve bu da aynı ürün grubu içinde tutarsız ısıl işlem sonuçlarına yol açmaktadır.
Buna karşılık, hassas üretim süreçlerini uygulayan şirketler, tüm süreç için standartlaştırılmış işletim prosedürleri oluşturmuşlardır. Fırın içindeki bakır boruların aralığından ve açısına, ısıtma hızı, bekletme süresi ve soğutma ortamı seçimine kadar net parametre standartları vardır ve veriler her aşamada kaydedilerek tam izlenebilirlik sağlanır. Aynı zamanda bu şirketler, operatörlerine, yalnızca deneyime güvenmek yerine sıcaklık izleme, parametre ayarlama ve ekipman bakımı gibi becerilerde uzmanlaşmalarını gerektiren mesleki eğitim de sağlıyor. Üst düzey bir bakır boru firmasının eğitim materyalleri, tavlama prosesi operatörlerinin, bağımsız çalışabilmeleri için önce, 12 temel parametreye yönelik ayarlama tekniklerinde uzmanlaşarak üç aylık teorik öğrenme ve pratik değerlendirme sürecinden geçmeleri gerektiğini gösteriyor.
Tavlama işlemi statik değildir ; Hammadde bileşimindeki değişikliklere dayalı olarak proses parametrelerinin sürekli optimizasyonunu gerektirir, ürün özellikleri, and aşağı yönlü talep . Ancak çoğu yerli şirket, hassas süreç yinelemesi elde etmek için veri biriktirme ve analiz yeteneklerinden yoksundur. Örneğin ham bakırın saflığında hafif dalgalanmalar olduğunda şirketler tavlama sıcaklığını ve bekletme süresini zamanında ayarlayamamakta, bu da ürün performansında sapmalara yol açmaktadır. Benzer şekilde, yeni tip ince duvarlı bakır borular ve alaşımlı bakır borular için, geleneksel proses parametrelerini yalnızca körü körüne uygulayabiliyorlar, bu da bu ürünlerin özel gereksinimlerinin karşılanmasını zorlaştırıyor.
İthal ekipman kullanan şirketler, büyük miktarda tavlama prosesi verisi toplamak için dijital sistemlerden yararlanıyor. Farklı parametre kombinasyonlarının ürün performansı üzerindeki etkisini analiz ederek özel bir süreç veritabanı oluştururlar. Hammaddeler veya spesifikasyonlar değiştiğinde veri modeli, istikrarlı ürün performansı sağlamak için parametreleri hızlı bir şekilde optimize edebilir. Örneğin, Suzhou'daki bir yarı iletken bakır boru şirketi, on binlerce tavlama verisini analiz ederek, farklı çaplardaki ultra ince bakır borular için özel bir süreç planını optimize etti, ürün geçiş oranını %85'ten %98'e çıkardı ve uluslararası yarı iletken ekipman tedarik zincirine başarıyla girdi.
Tavlama prosesi yükseltmesinin ayrıntıları, kapasite genişletme veya teknolojik araştırma ve geliştirme kadar dikkat çekici olmasa da, bunlar ürünün rekabet gücünü doğrudan artırabilir ve şirketlerin üst düzey pazarları ele geçirmesinde hayati öneme sahip olabilir. Yerli bakır boru üreticileri için körü körüne ithal ekipmanların peşine düşmeye gerek yok; bunun yerine tavlama sürecinde kademeli olarak hassasiyet elde edebilirler. ekipman yükseltmeleri , standartlaştırılmış işlemler ve veri birikimi böylece üst düzey siparişlerin önündeki görünmez engelleri ortadan kaldırırız.
Şirketler, kör yatırımdan kaçınarak ürün konumlandırmalarına göre kademeli bir ekipman yükseltme planı seçebilirler. Öncelikle konvansiyonel ürünler üreten ve sınırlı sermayeye sahip küçük ve orta ölçekli işletmeler (KOBİ'ler) için, mevcut yerli tavlama fırınları, akıllı sıcaklık ölçüm modülleri ve otomatik sıcaklık kontrol cihazları eklenerek modifiye edilebilir, sıcaklık kontrol doğruluğu ±5°C'ye yükseltilebilir ve orta-üst düzey konvansiyonel ürünlerin ihtiyaçları karşılanabilir. Tadilat maliyeti ithal ekipmanın yalnızca 1/10'u kadardır. Üst düzey pazara odaklanan şirketler, en üst düzeyde hassas kontrol elde etmek ve aynı zamanda büyük ölçekli üretim yoluyla ekipman maliyetlerini dağıtmak için dijital sistemlerle birleştirilmiş ithal hassas tavlama fırınlarını özel olarak satın alabilirler.
Anhui eyaletindeki orta ölçekli bir bakır boru şirketinin dönüşüm uygulamaları son derece öğreticidir. Şirket, yurt içinde üretilen mevcut tavlama fırınlarını kızılötesi termometreler ve PLC sıcaklık kontrol sistemleriyle donatmak ve ısıtma modülü yerleşimini optimize etmek için 500.000 yuan yatırım yaptı. Bu, ürün uzama sapmasını %2 içinde tutarak sıcaklık kontrol doğruluğunu ±10°C'den ±4°C'ye yükseltti. Bu, şirketin yeni enerji taşıtları tedarik zinciri pazarına başarıyla girmesine, üst düzey ürünlerin oranını %15'ten %35'e çıkarmasına ve %200'ün üzerinde yatırım getirisi elde etmesine olanak sağladı.
Firmaların tecrübeye dayalı üretimden vazgeçmesi ve tavlama işlemi için standart bir işletim sistemi kurması gerekiyor. Bir yandan, yükleme, ısıtma, bekletme ve soğutma dahil olmak üzere her aşamada temel kontrol noktalarını belirlemeli ve her çalışanın tutarlı çalışmasını sağlayarak standartlaştırılmış işletim prosedürleri (SOP'ler) oluşturmak için net parametre standartları ve işletim prosedürleri geliştirmelidirler. Öte yandan, standartlaştırılmış operasyonları süreç ilkeleriyle birleştirerek işçi eğitimini güçlendirmelidirler; böylece çalışanlar yalnızca görevleri nasıl yerine getireceklerini değil, aynı zamanda altta yatan nedenleri de anlayabilir ve ekipmanın çalışma durumuna ve hammadde değişikliklerine dayalı olarak ince parametre ayarlamaları yapmalarına olanak tanımalıdır.
Aynı zamanda Şirketler süreç kalite kontrol sistemi kurmalı tavlamadan önce ve sonra bakır boru performansına ilişkin örnek testlerin yapılması, ilgili verilerin kaydedilmesi, operasyonel ve parametre sorunlarının derhal belirlenmesi ve standartların sürekli olarak optimize edilmesi. Bir şirket, tavlama prosesi SOP'si ve denetim sistemi kurarak ürün performansı tutarlılığını %40 artırdı, kusur oranını %6'dan %1,2'ye düşürdü ve yeniden işleme maliyetlerini önemli ölçüde düşürdü.
Şirketler, süreç verilerinin toplanmasına ve analizine öncelik vermeli ve yavaş yavaş veriye dayalı süreç optimizasyonu yeteneklerini geliştirmelidir. Halihazırda dijital ekipmanlarla donatılmış şirketler için sistemler, bir süreç veri tabanı oluşturmak üzere ısıtma sıcaklığı, bekletme süresi, soğutma hızı ve ürün performansı gibi verileri otomatik olarak toplayabilir. Geleneksel ekipman kullanan şirketler için temel parametreler ve test sonuçları, veri kaynaklarını kademeli olarak biriktirmek amacıyla manuel olarak kaydedilebilir. Veriler arasındaki ilişkiler analiz edilerek proses parametrelerinin optimum kombinasyonu belirlenebilir ve farklı ürün spesifikasyonları ve hammadde özellikleri için özelleştirilmiş proses çözümleri geliştirilebilir.
Ayrıca, şirketler, dış teknolojik kaynaklardan yararlanmak ve süreçleri optimize etmek için ekipman üreticileri ve araştırma kurumlarıyla işbirliğini güçlendirebilir. Örneğin, tavlama süreci simülasyon araştırması yapmak ve simülasyon analizi yoluyla parametreleri optimize etmek için üniversitelerle işbirliği yapabilirler; ayrıca ekipman fonksiyonlarını ürünlerinin özelliklerine göre özelleştirmek ve optimize etmek için ekipman üreticileriyle birlikte çalışabilirler, böylece proses uyarlanabilirliğini geliştirebilirler.
Her iki süreç de tavlamayı içermesine rağmen, çok farklı seviyelerde ürün rekabetçiliğiyle sonuçlanır. Bu görünüşte küçük ayrıntı, Çin'in bakır boru endüstrisinin "ölçek genişletmeden" "kalite iyileştirmeye" dönüşümünün ardındaki temel mantığı yansıtıyor; üst düzey üretimdeki rekabet genellikle görünüşte önemsiz süreç ayrıntılarında yatmaktadır. Tavlama, dekapaj ve cilalama gibi basit görünen süreçler, tam olarak ürün performansı istikrarını sınırlayan temel faktörlerdir ve şirketlerin üst düzey engelleri aşmasına yönelik gizli kaldıraçlardır.
Çince için bakır boru manufacturers , devasa teknolojik atılımları körü körüne takip etmeye gerek yok. Tavlama süreci gibi ayrıntılara odaklanarak ve ekipman yükseltmeleri, standartlaştırılmış işlemler ve veri optimizasyonu yoluyla ürün performansı tutarlılığını kademeli olarak iyileştirerek, üst düzey pazarda bir yer edinebilirler. Ancak giderek daha fazla şirket süreç ayrıntılarının iyileştirilmesine öncelik vermeye başladığında, Çin bakır boru endüstrisi alt düzey rekabetin tuzağından gerçek anlamda kurtulabilir, "büyük üretici"den "üretim santralına" geçiş yapabilir ve küresel üst düzey tedarik zincirinde sağlam bir yer edinebilir.

Kalın duvarlı bakır tüp nedir? Dikişsiz kalın duvarlı bakır tüp olarak da bilinen kalın duvarlı bakır tüp, saf bakır veya bakır alaşımından yapılmış ve sıcak ekstrüzyon işlemi ile bir adımda olu...
Ayrıntıları Gör
Bakır kılcal tüpün genel bakış ve önemi Modern endüstriyel ekipman ve hassas kontrol sistemlerinde, minyatürleştirme ve yüksek hassasiyet temel teknoloji geliştirme eğilimi haline gelmiştir. Bu ...
Ayrıntıları Gör
Bakır tüp nedir? Malzeme bileşiminin ve temel özelliklerin analizi Bakır Tüpün Tanımı Bakır tüp, çeşitli boru hatlarında, mekanik yapılarda ve elektronik ekipmanlarda yaygın olarak kullanılan...
Ayrıntıları Gör
Bakır Kare Tüpleri Anlamak: Kompozisyon, Sınıflar ve Tipik Uygulamalar Bakır kare tüpler bakırın üstün iletkenliğini, korozyon direncini ve işlenebilirliğini kare bir profilin yapısal stab...
Ayrıntıları Gör![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Her hakkı saklıdır.
